咨詢電話
13641637342

產品分類
PRODUCT CLASSIFICATION 更新時間:2017-07-19
更新時間:2017-07-19  瀏覽次數:2337
瀏覽次數:2337本文以某混凝土攪拌站汽車衡控制系統為例,分析發生通訊故障的原因,采用系統軟件對其使用中通訊情況進行檢測,并提出軟件優化方法,從而保證攪拌站控制系統的可靠運行。1.控制系統結構某混凝土攪拌站采用工控機(工業控制計算機)、PLC(可編程控制器)、稱重儀表(稱重儀表、傳感器等執行元件)組成的控制系統,對電動機、電磁閥等設備進行控制,其原理如圖1所示。該攪拌站控制系統配置1臺工控機、10臺配料儀表和1臺PLC。其中PLC與工控機的交互點通常為625個。工控機為上位機,其作用是將生產指令下達到PLC及稱量儀表。稱重儀表、PLC為下位機,稱重儀表接收到工控機指令后負責配料過程。PLC接收工控機指令及稱量儀表的輸入信號后控制攪拌站電控系統的電磁閥、電動機動作。在攪拌站運行過程中,工控機采集稱量儀表數據并進行顯示和存儲,同時采集PLC輸出的狀態信號。工控機需實時獲取攪拌站運行狀態的數據,并根據反饋數據下達生產指令。
2.通訊方式
攪拌站控制系統通訊方式通常采用MODICON公司開發并推行的Modbus通信協議,該通訊方式已經成為工業自動化控制系統的標準通信協議。通過該協議,不同廠商生產的控制系統可以進行工業網絡互聯,從而實現各個系統的集散控制。本文介紹的攪拌站控制系統所用工控機采用ModbusRTU方式,工控機與PLC米用ModbusTCP方式。
該控制系統工控機(上位機)軟件基于.NET平臺開發。.NET平臺由微軟公司推出,具有跨語言、跨平臺、跨系統的能力。方便利用XML技術開發顯示及打印數據報表,還能使用GDI+設計各種圖形編輯器,適用于開發復雜的企業級應用程序。工控機控制程序通過不同線程(程序執行信號流的zui小單元)實時收集到稱重儀表和PLC(下位機)數據,保證各設備信號能夠實時反饋給工控機。
攪拌站各機構相關動作的系列命令稱為緩存指令,緩存指令列隊儲存于工控機的緩存區,根據需要實時下發操作指令。工控機定時器持續循環查詢指令隊列,間隔時間為20ms。若有緩存指令則下發,若沒有緩存指令則下發“讀交互數據”指令,以讀取交互數據(稱重儀表與PLC之間交互信號)。根據Modbus協議規定,檢查控制系統各指令后需回復數據是否正確。
在控制系統運行過程中,會由于其他設備運行時的電磁干擾,影響通訊質量,造成數據丟失或沒有響應的現象。控制系統根據攪拌站的運行狀態和運行反饋信息對混凝土的生產流程進行控制,若在生產過程中發生通訊故障,將給生產帶來重大的經濟損失,甚至造成生產事故。因此,對控制系統的通訊狀態進行監控*。
3.汽車衡故障分析與檢測方法
在攪拌站控制系統運行中,即使攪拌站處于正常運行狀態,也會發生信號數據丟失或操縱沒有響應等故障。
(1)故障分析
信號數據丟失根據攪拌站控制系統實際運行情況,正常信號狀態變化持續時間皆大于200ms。通過計算規定時間內的通訊次數得出,工控機與PLC的正常通訊頻率約為15.7次/s,即約64ms更新1次數據信息。因此正常情況下,工控機能夠及時捕捉到設備狀態變化信號。
在控制系統實際運行過程中,通過軟件記錄分析,我們發現有些數據交互消耗時間過長,甚至超過800ms。例如,工控機在某些特定狀態時,將某些特定狀態信號及數據保存到數據庫時,若存儲數據較多,會造成保存或調取所消耗的時間較長,導致該次的數據交互時間過長。這樣在對于狀態變化持續時間較短的信號,可能會出現信號丟失現象。
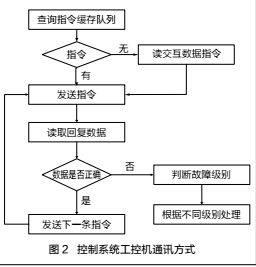
系統沒有響應由于.NETFramwork對線程數量的限制,若運行的線程數量超過設置線程數時,新啟動的線程會不能執行。該控制系統中,工控機使用System.Timer定時器循環讀取數據,啟動定時器時即啟動一個新線程。執行指令時啟動執行器,指令結束后停止定時器,執行下一個指令再啟動定時器,如圖2所示。若工控機程序運行時,在某一時刻的線程數量超過限制線程時,就不能繼續執行操作指令,造成工控機對下位機的通訊中斷。
另外,根據工控機軟件的通訊方式(見圖2),當指令在緩存區中緩存指令較多時,將會延時讀取交互數據指令,不能更新控制系統狀態,這也是工控機不能及時響應操作和反饋狀態的原因。
(2)汽車衡檢測方法
根據對通訊故障原因的分析,可應用參數估計法檢測故障,即根據控制系統的參數值與其正常值之間的偏離程度,判斷控制系統是否處于故障狀況。確定該控制系統中數據通訊的檢測參數為指令執行時間、指令執行間隔時間、指令緩存數量。
1個指令的執行周期包括下發指令、接收數據、判斷數據、狀態更新。指令執行時間為1個執行周期的總時間,該時間可用于檢測是否會發生信號丟失故障。指令執行間隔時間用于檢測通訊是否中斷,檢測指令緩存數量可防止系統長時間無響應。通過實際測試,在正常生產情況下,完成一次數據讀寫及界面更新,耗時為15~120ms,指令執行間隔時間設置為20ms,指令緩存數量zui大約為50個。根據以上分析,我們確定檢測參數,指令執行時間為200ms,指令執行間隔時間為50ms,緩存隊列數量為60個,該參數即為檢測故障的限制值。
控制系統運行時,按照以上限制值執行執行檢測。實時計算每個指令的執行時間和緩存隊列的指令數量,檢測值超出限制值時系統給出報警信息,情況嚴重時提示操作人員停止生產進行設備檢查。每條指令執行完成后,在指令執行間隔時間內限制值檢測是否已開始執行下一個指令,若沒有持續執行則報警提示,停止攪拌站生產。
4.汽車衡軟件優化方法
為了提高控制系統的可靠性,減少通訊故障和故障報警,保證控制系統的安全運行。針對上述通訊故障的產生原因,在軟件方面要進行優化,如下所示。
(1)異步執行減少耗時
對于特殊狀態信號,在狀態變化時需要進行數據庫操作,用同步方式執行需要等待的數據庫,操作完成后才能繼續執行。因此,在程序中應對數據庫的操作進行異步執行,不占用指令執行時間,這樣會提高數據交互速度和通訊頻率。
(2)減少線程使用量
整合控制系統程序運行資源,減少系統中對System.Timer(即啟動新線程)的使用。通過監控該控制系統得知,并列發送線程的數量zui多可達到29個,這將影響到新線程的啟動,可導致新線程不能啟動。通過優化將原控制程序中部分輔助功能中的定時器,或者對時間精度要求較低的控制功能,用自定義的統一時間觸發器代替。這樣可降低系統運行時的并列發送線程數,可將zui大線程數降低至21個,由此保證控制系統程序的可靠運行,避免線程不能啟動工況,解決通訊中斷問題。
(3)分批執行緩存區指令
根據該攪拌站控制系統現有通訊方式,當緩存區指令數據超出限制值時,進行分批執行。執行數量后,執行“讀交互數據”指令,循環執行,使緩存區數量達到安全水平,避免系統出現無響應現象。
5.系統優化效果
我們根據以上故障診斷方法編制了相應的故障診斷程序,對.NET平臺的攪拌站控制系統的通訊方式進行實時監測,保證混凝土生產過程的安全可靠。根據以上優化方法對該控制系統程序進行的進一步優化,提高了系統軟件的運行質量。在實際應用中,這種方法對攪拌站.NET平臺控制系統通訊方案的設計和故障排查具有很好的指導意義.
 您的位置:
您的位置: